
supporto completo
Una gamma completa di servizi a supporto delle vostre creazioni

Sappiamo che il processo di progettazione del PCB potrebbe essere complicato. I nostri esperti ingegneri CAM possono aiutarti: ti guideremo in ogni fase, dal master alla industrializzazione per raggiungere la soluzione di progettazione più affidabile ed economica.
L’obiettivo è quello di fornire una consulenza mirata a migliorare, quando possibile, la produzione in serie, ottimizzando l’uso della materia (minimizzando gli scarti) e perfezionare il processo produttivo al fine di evitare criticità che generano sprechi e ritardi nella produzione.




Collaborando con i principali top player globali nel mondo delle spedizioni, siamo in grado di fornire servizi internazionali via mare, via aerea e terrestre puntando al miglior rapporto tra costo e celerità, organizzando eventuali groupage per ottimizzare la spesa. Al fine di evitare anche il minimo degrado dello stato dei PCB, particolare cura viene riposta nel packaging. Infatti, nei singoli imballi termoretraibili sono presenti silica gel e indicatore di umidità, all’esterno è presente un’etichetta adesiva indicante codice prodotto, quantità e data code. Queste informazioni saranno replicate sul cartone esterno, garantendo un tracking costante delle spedizioni

Il nostro supporto clienti e il nostro team di vendita sono sempre a vostra disposizione, garantendovi una consulenza professionale e in molti casi spunti interessanti nello sviluppo del vostro progetto. Insieme al cliente cerchiamo infatti di creare un servizio che tenga conto di tutte le necessità caso per caso, fornendo soluzioni uniche in base ad ogni singola richiesta. Solitamente le richieste d’offerta sono evase in massimo 24-36h per permettere al cliente di avere una presa visione quanto più possibile immediata dei costi da sostenere per pianificare con calma e attenzione le sue strategie di produzione ed acquisto.
Pcb manufacturing
Il nostro flusso di lavoro

Verifica dei file ed assistenza alla progettazione
- Tekube riceve dal cliente i files (sorgenti) per la produzione, a definizione dei diversi layers (strati), le serigrafie, il solder mask nonché i dati delle forature e altre specifiche. I due formati più utilizzati nel settore sono Extended Gerber e ODB++. Grazie a CAD/CAM stations è inoltre possibile convertire estensioni diverse, compreso i files “.dwg”.
- Dopo aver ricevuto i files Gerber, l’ufficio tecnico di Tekube avvia, in accordo con il cliente, una fase di verifica iniziale delle sorgenti : le informazioni contenute dovranno essere in conformità con le specifiche richieste dei produttori e delle IPC A600_G.
- L’ufficio tecnico, grazie all’esperienza maturata, è sovente in grado di suggerire ingegnerizzazioni ottimizzate, nell’ottica di una industrializzazione più efficiente.
- Considerate le peculiarità del prodotto, viene scelto il partner di produzione più adatto in base a criteri di verifica tecnica (Capabilities) e competitività economica. Queste operazioni vengono solitamente definite in meno di 24 ore, permettendo al cliente di ricevere l’offerta economica nel minor tempo possibile.
- Una seconda fase di verifica si svolge assieme al partner di produzione prescelto: se dovessero esserci ulteriori aspetti da approfondire scaturiranno le c.d. Engineering Questions (EQ). AI termine delle verifiche inizia lo start-up produttivo del processo di realizzazione del PCB .
Attrezzaggio della produzione
- Sulla base delle specifiche tecniche concordate, vengono preparati i c.d. quadrotti di lavorazione anche chiamati production panels. L’obiettivo è quello di ottimizzare l’uso della materia prima (lastra), minimizzando l’area non-utile che verrà scartata, posizionando al meglio target, test coupons, testimoni (fiducials), tooling holes e bandelle, il tutto gestito dai tecnici delle CAD/CAM Station di TEKUBE
- I nostri partner produttivi si attivano quindi alla preparazione delle attrezzature di produzione, una per ogni strato. Sulla base delle caratteristiche del prodotto, saranno eseguite metodologie specifiche come la foto-plottattura (image plotting) o imaging diretto tramite laser (LDI laser direct imaging).

Preparazione degli strati interni
Nel caso in cui il circuito stampato da produrre sia composta da più strati, i diversi layer vengono disposti sulla base del c.d. stack-up, cioè l’ordine di disposizione.
- Si parte sempre da una lamina di rame dielettrico (core), cui viene applicato il Pre-Preg in entrambi i lati, che è composto da fibra di vetro e resina bromurica epossidica, usata come isolante e collante tra i vari strati.
- Sul dielettrico viene quindi steso il dry-film fotografico che, dopo essere stato esposto ai raggi UV, permetterà al rame di essere presente solamente in coincidenza di piste, piazzole e aree di alimentazione. In ogni fase di lavorazione avviene un ciclo di pulizia mediante lavaggi con sode.
- Dopo l’incisione del rame superfluo, segue la fase di ossidazione del rame “vivo” sul dielettrico, durante la pressatura a caldo, nel momento di maggior fluidità, vengono trattenute le resine e per una maggiore sicurezza i dielettrici incisi e ossidati saranno controllati mediante un’ispezione ottica automatica AOI (Automated Optical Inspection). Ciò permette di verificare la presenza di eventuali interruzioni (open) e/o corti tra le piste e/o aree di alimentazione (shorts).
04
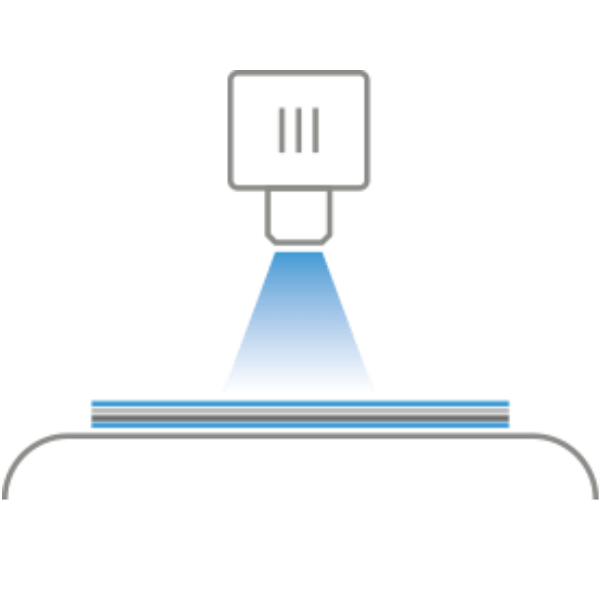
Automated Optical Inspection (AOI)
Per garantire l’integrità della struttura, i layer interni sono sottoposti ad una serie di ispezioni ottiche automatiche AOI (automated optical inspection). Ciò permette di verificare la presenza di eventuali interruzioni (open) e/o corti tra le piste e/o aree di alimentazione (shorts).
05

Pressatura degli strati interni
Si prosegue quindi con la sovrapposizione di tutti gli strati interni, il tutto viene “impacchettato”, e rivestito da entrambi i lati esterni con una lamina di rame. Gli strati così disposti vengono quindi laminati sottovuoto, ad alta temperatura e alta pressione: durante questa procedura il calore scioglie e fa indurire la resina epossidica del Pre-Preg, mentre la pressione ingloba il circuito stampato nella resina fusa. Sono pressati contemporaneamente più PCB, separati da dei divisori (lastre di acciaio), per ottimizzare il processo. La rifilatura finale toglie il materiale in eccesso lasciando ogni singolo PCB pulito e pronto per la fase successiva.
06
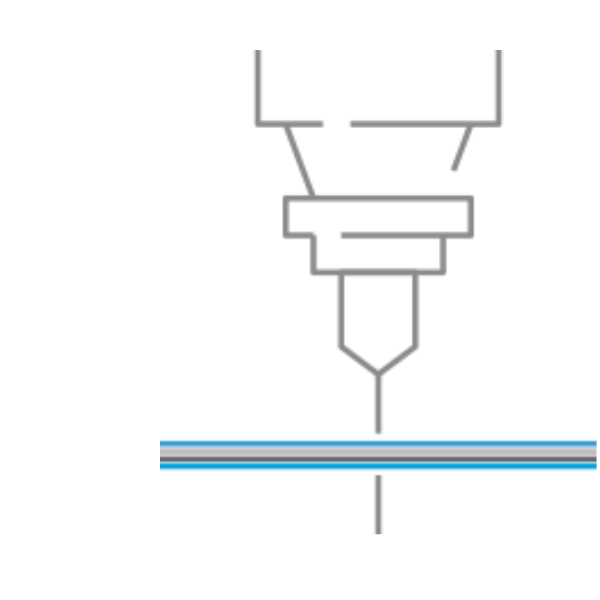
Foratura
- Dopo la laminazione, gli strati interni sono inglobati e restano visibili solamente i lati esterni che vengono quindi lavorati come se il PCB fosse un “semplice” doppia faccia.
- Dopo aver individuato le piazzole di registro tramite i raggi X, i pannelli PCB vengono forati da una perforatrice a controllo numerico (CNC). È possibile impilare fino a 3 pannelli per uno spessore standard di 1,6mm, si sfrutta una piastra in alluminio che funge da guida ed evita sbavature, mentre alla base viene posizionato un fondello di cartone per proteggere il macchinario.
- È fondamentale che le punte utilizzate dalla perforatrice ad alta velocità (~12.000 giri/min) vengano affilate e mantenute secondo un programma predefinito al fine di massimizzare la qualità della foratura.
- A fine processo, si pulisce la superficie tramite spazzola meccanica mentre i fori vengono puliti con metodi al plasma per rimuovere ogni residuo dal rame, a garanzia di una perfetta conducibilità elettronica.
07

Placcatura elettrolitica
In questa fase viene applicata una pellicola conduttiva in rame chimico di spessore 0,5-0,7 µm, l’obiettivo è creare una connessione elettrica tra i fori e i diversi strati. Questo strato conduttivo è necessario per il successivo processo di placcatura di rame.
08
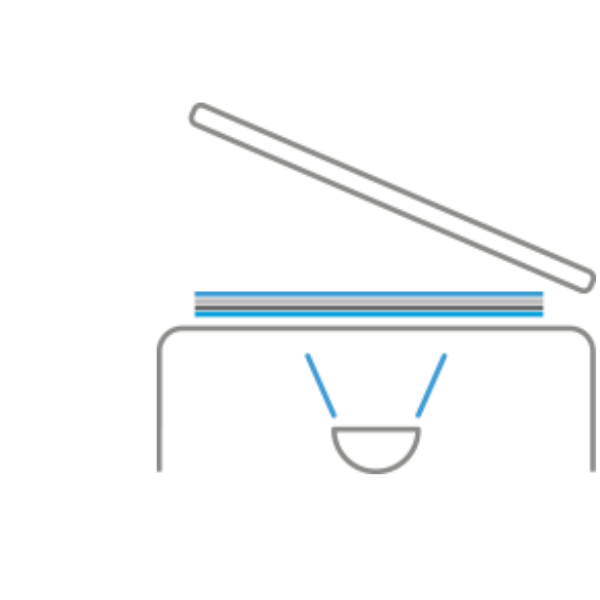
Laminazione ed esposizione degli strati esterni
- Come per gli strati interni, dopo un aumento di pressione e temperatura, la superficie viene resa sensibile ai raggi UV (Dry film fotografico). L’esposizione, in questo caso, è negativa e le piste possono essere galvanizzate tramite placcatura in rame mentre le aree tra le piste sono coperte da laminato polimerizzato.
- Viene svolto un ulteriore controllo mediante ispezione ottica automatica AOI (automated optical inspection) per verificare la qualità della lavorazione.
09
Ramatura e stagnatura
- Il rame conduttivo viene elettro depositato su tutte le piste e su tutti i fori, andando così a creare collegamento elettrico tra i conduttori sui diversi strati. In questa fase si raggiunge lo spessore di rame ricercato, che dovrebbe essere di almeno 21 micron sulle pareti.
- Segue un secondo processo di placcatura, al fine di proteggere le aree in rame conduttivo durante la fase successiva detta di incisione, da qui la definizione inglese di “etching resist”.
- Dopo aver rimosso il dry film dallo strato esterno per esporre il rame, viene effettuata l’incisione per lasciare il rame solamente su pads e piste protetti dalla stagnatura, successivamente rimossa (strippaggio).
- È svolto un nuovo controllo automatizzato ottico AOI per verificare i risultati del processo.
10
Incisione e strippaggio
Dopo aver rimosso il dry film dallo strato esterno per esporre il rame, viene effettuata l’incisione per lasciare il rame solamente su pads e piste protetti dalla stagnatura, successivamente rimossa (strippaggio).

11
Automated Optical Inspection (AOI)
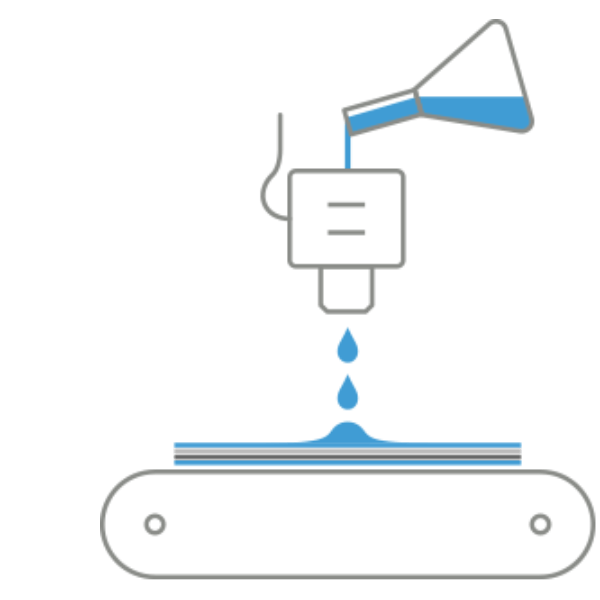
Su specifica del cliente, è possibile applicare una maschera di saldatura (solder mask) spessa 15-25 micron. Lo scopo è quello di proteggere la superficie in rame che non verrà coperta dalla saldatura durante l’assembly e per prevenire eventuali corti.
12
Solder mask
- Dopo aver rimosso il dry film dallo strato esterno per esporre il rame, viene effettuata l’incisione per lasciare il rame solamente su pads e piste protetti dalla stagnatura, successivamente rimossa (strippaggio).
13
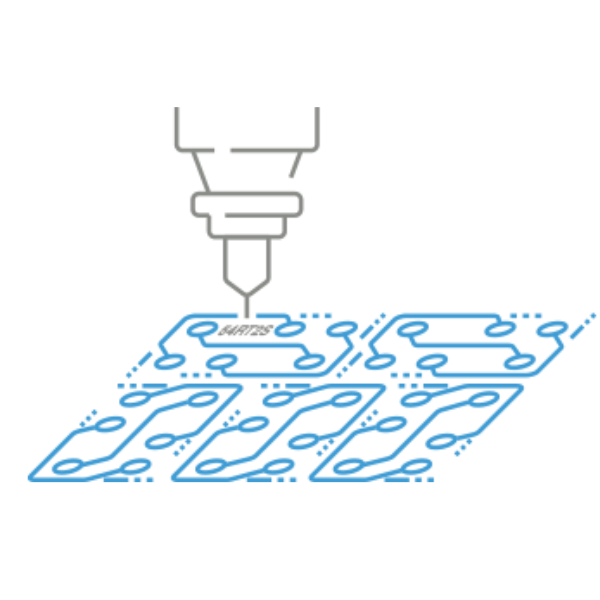
Serigrafia
Le informazioni come codici e date possono essere impresse sul PCB stampandole in serigrafia.
14
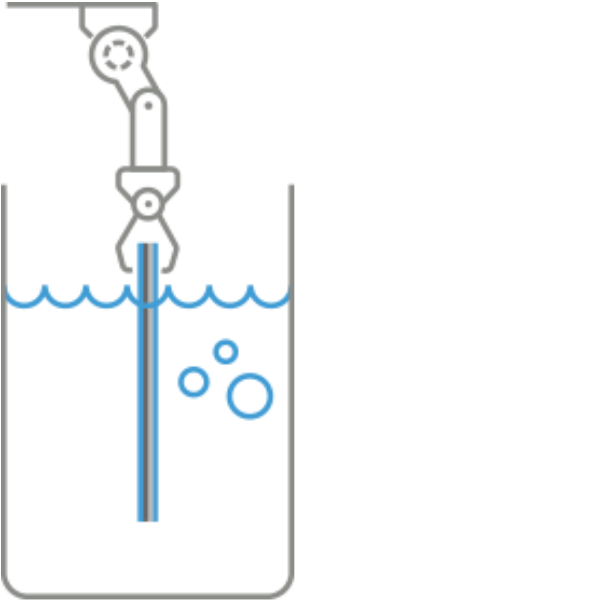
Finitura Superficiale
Al fine di salvaguardare le superfici in rame non rivestite dalla maschera di saldatura, sono applicabili diverse finiture: le principali sono l’Hot Air Leveling (HAL), l’Electroless Nickel Immersion Gold (ENIG) e la placcatura Hard Gold, etc..
15
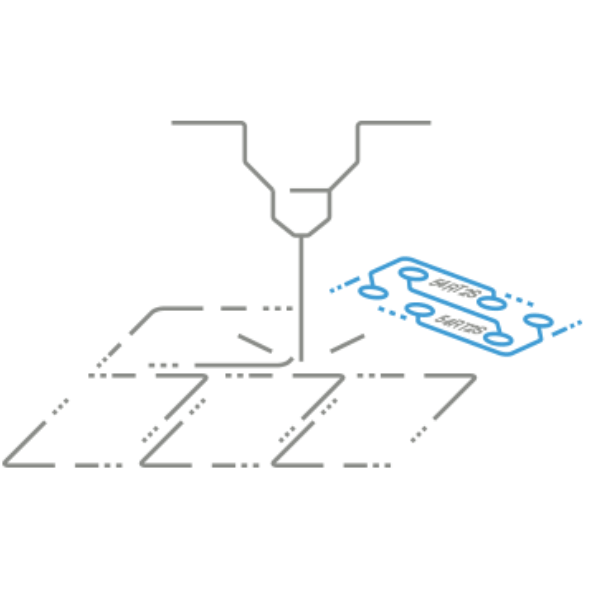
Fresatura
I singoli PCB sono ricavati dai quadrotti tramite una fresa a controllo numerico.
16
Collaudo elettrico
Tutti i PCB sono sottoposti a test per verificare la qualità del processo produttivo. Vengono usati strumenti di analisi come tester a sonde mobili (flying probes) e macchinari a letti d’ago (bare board).
17

Ispezione finale
Tutti i PCB, dopo il test mediante strumenti, vengono ispezionati visivamente dall’operatore. Si ricercano problematiche come graffi, impurità e tutto quanto previsto dagli standard IPC vigenti.
18
Spedizione
Per ridurre al massimo il rischio di degradazione dei PCB, nei singoli imballi termoretraibili sono presenti silica gel e indicatore di umidità, mentre all’esterno è presente un’etichetta adesiva indicante codice prodotto, quantità e data code. Queste informazioni saranno replicate sul cartone esterno, a garanzia di un tracking costante delle spedizioni.”
